There are several disadvantages to the twist drill:
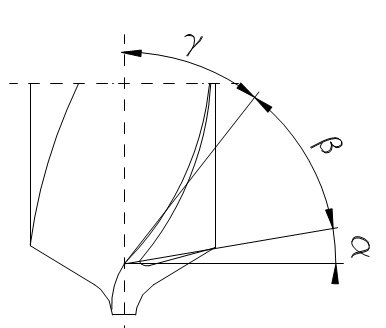
(1) the internal and external difference of the front Angle values of the points on the main Cutting Edge of standard twist drill is too large. The front Angle of the main cutting edge at the outer edge of the bit is about +30; The front Angle near the core is about -30.
Close to the front Angle of the drill center is too small, causing the chip to deform large, the cutting resistance is large; Near the outer edge of the anterior horn is too large, in processing hard materials, the strength of the cutting edge is often insufficient.
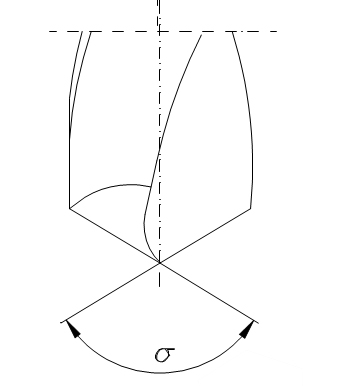
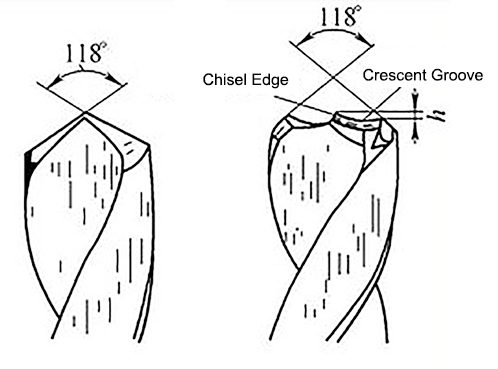
(2) the transverse edge is long, and the front Angle of the transverse edge is a large negative value, which is -5 4°~-6 0°, which will produce a large axial force.
(3) compared with other types of cutting tools, the main cutting edge of standard twist drill is very long, which is not good for cutting and cutting.
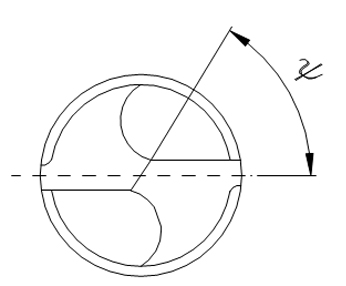
(4) take place after the deputy vice cutting edge of blade Angle is zero value, cause vice knife after the friction between the surface and hole wall, cutting temperature rise, the outer edge of the corner of bit wear is bigger, has processing surface roughness.Continue reading