The Steps of Sharpening Lathe Tool
Step 1: Sharpening the major flank face, at the same time, sharpening lip relief angle;
Step 2: Sharpening the minor flank face, at the same time, sharpening end relief angle;
Step 3: Sharpening the fake face, at the same time, sharpening point angle;
Step 4: Sharpening remained faces and the tip;
The Methods of Sharpening Lathe Tool
Now, PURROS Machinery takes the rough grinding carbide alloy cutter as an example, to illustrate the method of cutting tool sharpening.
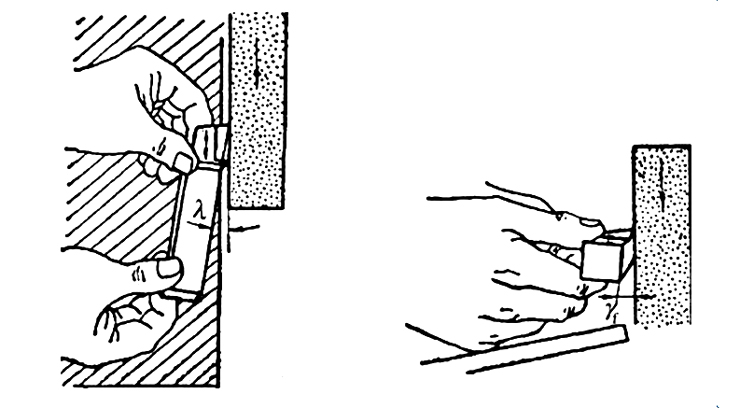
1. Rough sharpening the major flank face and the minor flank face, at the same time, major angle of declination, major lip relief angle, minor angle of declination, and minor lip relief angle also has sharpened. The angle of major lip relief angle and minor lip relief angle by rough sharpening should be bigger than requested. View Figure:
Lip Relief Angle of Shank
(a) Lip Relief Angle, behind the major flank face of shank
(b) Lip Relief Angle, behind the minor flank face of shank
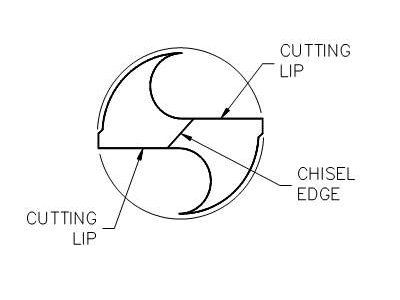
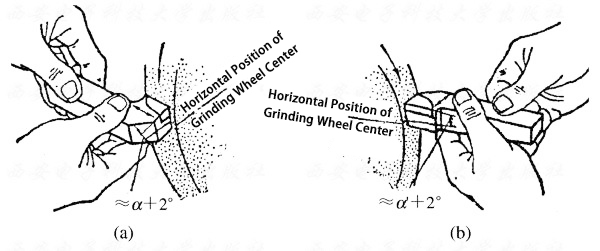
2. Rough Sharpening Rake Face: Rake Face and Flute are sharpened at the same time, before flute is sharpened, used the end face of grinding wheel to rough sharpen, to obtain the necessary angle and surface roughness.
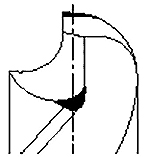
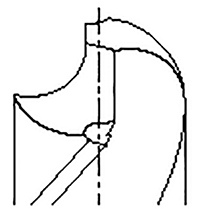
3. Sharpening Flute: Flute can be sharpened by edge of flat grinding wheel, as Figure shows the sharpening method. Generally, the position of rough sharpening should be began half of between flute and drill bit tip.
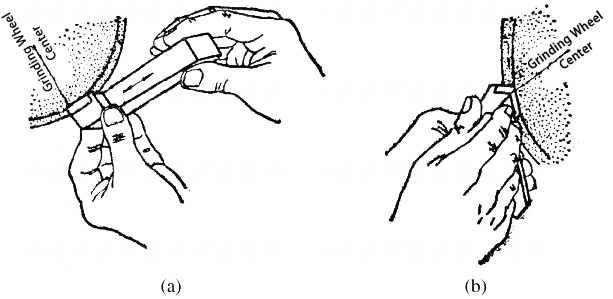
Rough Sharpening Flute
(a) Sharpening Down (b) Sharpening Up