Identical spoon bits are made use of mainly for uninteresting openings in the seat of a Windsor chair to take the back pins, or comparable round-tenon job when putting together furnishings frameworks in environment-friendly woodworking job.
When reaming a pre-bored straight-sided opening, the spoon bit is put right into the opening and also revolved in a clockwise instructions with a woodworkers’ support till the preferred taper is accomplished. When burning out right into strong timber, the little bit ought to be begun in the upright setting; after a “recipe” has actually been developed as well as the wood bit has actually started to “attack” right into the timber, the angle of boring could be transformed by turning the support a wood drill bit from the upright. Openings could be pierced specifically, easily and also swiftly in any type of timber, at any kind of angle of occurrence, with overall control of instructions and also the capacity to transform that instructions at will.
Spoon bits are the conventional boring devices utilized with a support. They need to never ever be made use of with a power drill of any kind of kind. Their vital benefit over normal support bits and also power drill bits is that the angle of the opening could be changed. This is crucial in chairmaking, since all the angles are generally eyeballed. One more benefit is that they do not have a lead screw, so they could be pierced efficiently in a chair leg without having the lead screw peek out the opposite.
The spoon bit might be developed using a slipstone on the within the cutting edge; the outdoors side ought to never ever be touched.
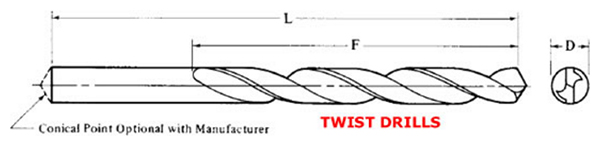
Spoon bits contain a grooved shank with a factor formed rather like the dish of a spoon, with the cutting edge on completion. The even more usual kind resembles a cut little bit that finishes in a minor factor. This is practical for beginning the opening, as it has a facility that will certainly not stray or stroll. These little bits are made use of by chair-makers for boring or reaming openings in the seats and also arms of chairs. Their style is old, returning to Roman times. Spoon bits have actually also been discovered in Viking excavations. Modern spoon bits are made from hand-forged carbon steel, very carefully heat-treated and afterwards hand ground to a great side.