What kind of material is suitable for what kind of tool?
| Problem | Solution |
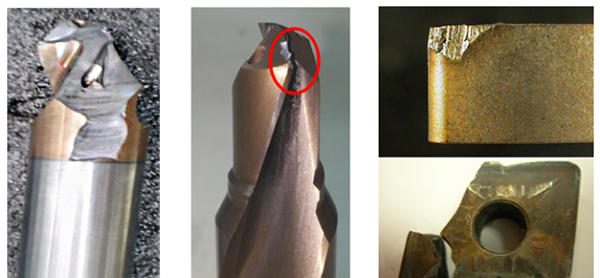
| The front end of the alloy bit is broken | Aimed at the bit again |
| Repair with a drill bit grinder | |
| Improve stability, re-clamp parts, shorten overhang of alloy bit | |
| Check speed/feed | |
| The outer diameter of the alloy bit is worn | Aimed at the bit again |
| Improve stability, re-clamp parts, shorten overhang of alloy bit | |
| Check speed/feed | |
| Repair with a drill bit grinding machine | |
| Oversize/undersize holes | To aim at tungsten steel drill bit |
| To reduce feed | |
| Check speed/feed | |
| The alloy bit is clogged with chips in chip removal tank | Increase coolant flow, clean filter, clean bit coolant hole |
| To reduce feed | |
| Improve stability, re-clamping the parts, shortening the overhang of alloy bit | |
| Check speed/feed | |
| Increase speed | |
| vibration | To reduce feed |
| Improve stability, re-clamping the parts, shortening the overhang of alloy bit | |
| Check speed/feed | |
| A small crack in the cutting edge | Repair with a drill bit grinder |
| Aimed at the bit again | |
| Check the carbide number | |
| Increase speed | |
| Hole asymmetry | To reduce feed |
| Improve stability, re-clamp parts, shorten bit overhang | |
| Check speed/feed | |
| Alloy tool has short life | Increase coolant flow, clean filter, clean bit coolant hole |
| Improve stability, re-clamping the parts, shortening the overhang of alloy bit | |
| Check the carbide number | |
| Check speed/feed |